

Worm Gear Specialists with Full-Spectrum Drive Capability
We are Ever-power Australia Worm Reducers. Our core expertise is worm gear technology — single-stage, double-stage, helical-worm combination, and stainless-steel washdown series — supported by over 23 years of precision gear manufacturing and a product range that covers output torques from 10 Nm to 28,000 Nm.
That depth of specialisation means our engineering team understands worm gear thermodynamics, material science, and application-specific failure modes at a level that generalist gearbox distributors simply cannot match. The result: worm reducers that run longer, run quieter, and handle harsher conditions than commodity alternatives.
Our manufacturing facility operates 26 CNC hobbing machines, 8 cylindrical grinding centres, and a dedicated heat treatment line for case-carburising worm shafts. We cast our own bronze worm wheels using centrifugal casting — not gravity or sand casting — because the denser microstructure directly extends gear life under boundary lubrication conditions.
Technical enquiries are handled by degree-qualified mechanical engineers, not sales representatives. Speak with our engineering team to experience the difference.
From Workshop to Australia's Specialist Worm Gear Supplier
We did not become a worm reducer specialist overnight. Below is the timeline of milestones that define who we are today.
Established our first production line with 4 CNC hobbing machines. Initial output: WPA series single-stage worm reducers in 6 frame sizes.
Invested in our own centrifugal casting facility for bronze worm wheels, giving direct control over alloy composition, casting temperature, and rotational speed.
Achieved ISO 9001:2008 certification (upgraded to 2015 in 2017). Launched the NMRV aluminium-body worm gearbox series for food processing and packaging.
Signed our first private-label manufacturing agreement with an Australian conveyor equipment builder, implementing locked revision control and dedicated production scheduling.
Opened a bonded warehouse to stock popular models for fast delivery across Australia. Launched a dedicated custom engineering division for bespoke worm drives.
Added AISI 304/316L stainless steel worm reducers (IP66/IP69K) and S Series helical-worm combination gearboxes for higher-efficiency applications.
Reached 85,000 units shipped to Australia and New Zealand, supplying over 50 OEM partners with four active private-label agreements.
What We Control In-House
Vertical integration lets us guarantee material quality, dimensional accuracy, and assembly consistency across every worm reducer we build.
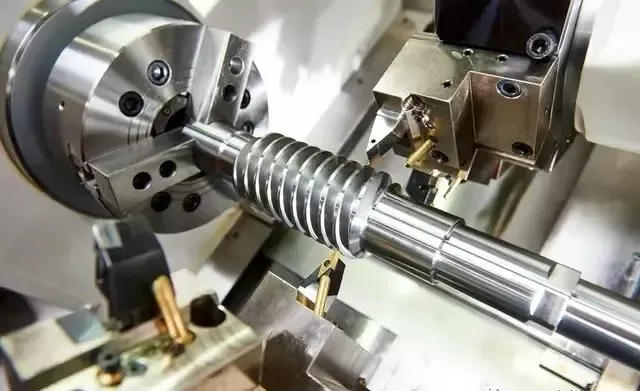
CNC Worm Shaft Machining
26 CNC hobbing machines with worm lead accuracy within 0.005 mm. Every shaft carburised to 0.8-1.2 mm case depth and ground to Ra 0.8 on 8 cylindrical grinders. Surface hardness verified at HRC 58-62.

Centrifugal Bronze Casting
Worm wheels centrifugally cast in ZCuSn10Pb1 at controlled rotational speeds. Every pour is spectrometer-verified for tin content (9.5-10.5%) and lead content (0.8-1.2%).
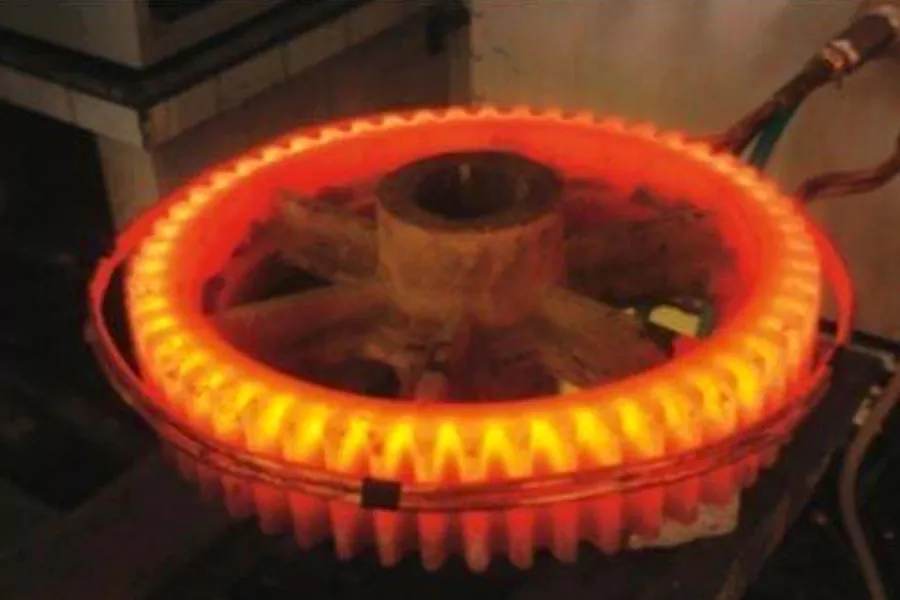
Case-Carburising Heat Treatment
In-house controlled-atmosphere furnace at 920 degrees C, oil quenching and tempering at 180 degrees C. Carbon potential monitored continuously with destructive test coupons per batch.

CNC Housing Machining
All housings CNC-bored on a single setup — cast iron (FG260) and aluminium (ADC12) — guaranteeing coaxiality of bearing bores within 0.02 mm.

Assembly & Run-In Testing
Every unit assembled in a climate-controlled area, filled with synthetic PAO 220 lubricant, and run under load for 30 minutes. Vibration measured per ISO 8579-2, rejecting any unit above 2.8 mm/s RMS.

CMM Dimensional Inspection
Coordinate measuring machines for in-process and final inspection of worm lead, pitch, profile, and housing bore geometry. All data logged against serial numbers for full traceability.
Engineering Principles That Define Our Work
We have engineering practices that we follow on every project, for every customer, without exception.
We Rate for Real Conditions, Not Lab Conditions
We calculate thermal power ratings at 50 degrees C ambient — the reality of an Australian summer — not the 20 degrees C baseline that inflates catalogue performance.
We Specify Materials, Not Just Grades
When we say "alloy steel worm shaft," we mean 20CrMnTi with a verified carburised case at HRC 58-62. We do not use vague material descriptions to mask substitutions.
We Answer Engineering Questions with Engineers
Every technical enquiry is reviewed by a degree-qualified mechanical engineer who understands AGMA rating practices, ISO thermal calculations, and real-world failure modes.
We Ship Replacements Before Receiving Returns
Our 18-month warranty is backed by a process. If a warranty claim is validated within 48 hours, we dispatch the replacement unit immediately. Downtime costs money; we understand that.
Where Our Worm Reducers Work Across Australia
We have verified field performance, active installed bases, and application-specific engineering expertise in each sector below.

Mining & Minerals
Feeder conveyors, bucket elevators, vibrating screens. Desert-spec seals, labyrinth breathers, Viton lip seals.

Food & Beverage
Mixer drives, screw conveyors. SS316L bodies, HACCP-compliant washdown, IP66/IP69K sealing, FDA H1 lubricant.

Water & Wastewater
Clarifier scrapers, penstock actuators. Epoxy-primed housings, stainless output shafts, H2S-resistant coatings.

Logistics & Packaging
Roller conveyor drives, pallet transfers. NMRV aluminium-body reducers, B5/B14 motor mounting.
Standards We Build To, Certifications We Hold
Quality is embedded in every step from raw material intake to final dispatch.
ISO 9001:2015
Certified with TUV Rheinland annual surveillance audits. Covers incoming spectrometry, CMM inspection, and final assembly testing.
CE Declaration
Machinery Directive 2006/42/EC compliance. Required by Australian OEMs and EPC contractors for multinational projects.
AGMA 6034-B92
All worm gear sets rated per AGMA 6034-B92 for mechanical load capacity, thermal power, and service factor validation.
ISO 14179-1
Thermal power capacity calculated per ISO 14179-1, de-rated to 50 degrees C ambient for Australian conditions.
ISO 8579-2
Every unit vibration-tested before dispatch. Maximum 2.8 mm/s RMS at bearing locations. Test reports available on request.
EN 10204 3.1 MTCs
Mill-issued material test certificates for worm shaft steel and worm wheel bronze, including chemistry, mechanical properties, and heat treatment records.
Engineers First, Salespeople Second
We structured our Australian operation around a simple principle: technical enquiries should be answered by people who understand the engineering.
Technical Support
Degree-qualified mechanical engineers validate your duty cycle, check thermal capacity at your site ambient temperature, and issue formal selection reports with efficiency curves and dimensional drawings — typically within 24 hours. Email [email protected].
Warehouse & Logistics
We hold stock of popular worm reducer frame sizes and ratios for fast delivery nationally. 2-day express air freight available for urgent breakdown replacements.
OEM & Project Engineering
For equipment builders and EPC contractors, we assign a dedicated project engineer with locked drawing revisions, dedicated production slots, and coordinated delivery schedules. Contact us to discuss OEM arrangements.
